
Aluminum Casting parts of distributing pipe YL102
Get Latest Price| Payment Type: | T/T |
| Incoterm: | FOB,CFR,CIF,FCA |
| Min. Order: | 4000 Piece/Pieces |
| Transportation: | Ocean,Land,Air |
| Port: | NINGBO,SHANGHAI |

| Payment Type: | T/T |
| Incoterm: | FOB,CFR,CIF,FCA |
| Min. Order: | 4000 Piece/Pieces |
| Transportation: | Ocean,Land,Air |
| Port: | NINGBO,SHANGHAI |
Model No.: L017102
Brand: NONE
Material: Aluminum
Deck: Double
Muffler Type: Rear Muffler
Type: Windscreen Wiper System
Surface Finish: Electrophoresis Coating
Weight: 200g-3000g
Cavity Number: 2
| Selling Units | : | Piece/Pieces |
| Package Type | : | carton, PE pallet, PE flow box, steel box, wooden pallet, container |
The file is encrypted. Please fill in the following information to continue accessing it
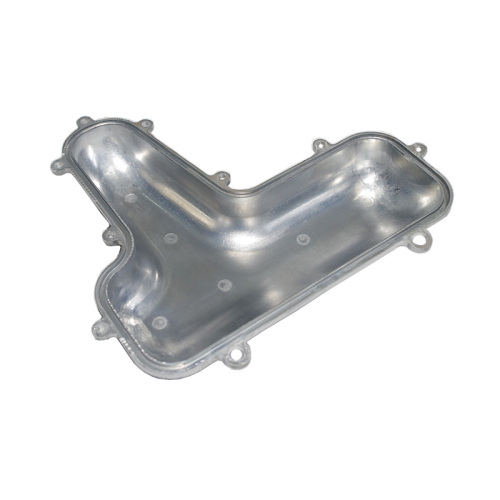
Aluminum Casting parts of distributing pipe YL102,
the material for this part is YL102, a kind of material, having good fluidity, which is good for filling while Die Casting. This material is a good material to produce end cover, housing, gearbox, bracket etc. The composition of YL102 is:Si :10.0~13 ;Cu:0.6; Mn:0.6 ;Mg :0.05; Fe:1.3 ;Zn :0.3 ; Pb:0.3;Sn :0.13; (Al) the remaining.
The cavity number for this part is 1 , according to the required tolerance and dimensions in terms of the prints, the part has difficulty on CNC machining, the wall thickness is small, not much machining allowance left. The part is a kind of distributing pipe.
For this product, we should pay close attention to deformation
Features: the overall deformation of the casting geometry does not meet the design requirements.
Causes
1, the casting structure design is bad, cause uneven contraction.
2, mold opening too early, casting rigidity is not enough.
3, too small casting inclination.
4. Improper operation of casting.
5. Improper placement of push rod.
Exclusion measures
1, improve the casting structure, so that the wall thickness uniformity.
2, determine the best mold opening time, strengthen the casting rigidity.
3. Enlarge the inclination of casting.
4, take the casting should be careful, handle with care.
5. The application of special box for casting and the way of removing gate should be proper.
6. Some deformed castings can be eliminated by shaping.
Material: YL102
Cavity Number: 1
Process Technology: High pressure die casting, Cold Chamber
Product Dimensions: Customized
Casting General Tolerance: Grade GB-CT4
Surface Finish: Polishing, Shot Peening
Flow Processes: Die casting, Degating, Deburring to remove the flash around the ejector pins, Polishing to remove the parting line, Shot peening to make the part more consistency,CNC Milling, Cleaning, Packaging, Shipping
Control Measure: Incoming Material Test, First Article inspection, Routing inspection, Final item inspection, and Outgoing quality control
Inspection Equipment: CMM, Caliper, Plug Gage, Screw Gauge
Application: Auto Parts
Certificate: IATF16949:2016,ISO14001:2015,ISO45001:2018
Lead Time: 30-35 days
Trade Term: FOB Ningbo





















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.








